CHALLENGE
Multi-stage manufacturing can introduce uncertainty and process deviation, which accumulate into end part results that are not accurate. Corrective investigations are challenging to perform without a systematic approach and the proper tools.
SOLUTION
- Artec 3D Space Spider scanner
- Geomagic® Control X™ metrology and quality management software by 3D Systems
- Geomagic® Design X™ reverse engineering software by 3D Systems
- 3D Sprint® build client software by 3D Systems
- ProJet® MJP 2500 IC 3D printer by 3D Systems
RESULTS
- Exceeded foundry expectations and improved results with minimum iterations (one) by refining the additively-manufactured, tool-less pattern process with 3d scanning and inspection nets.
- Reduced finishing costs by 27% by reducing secondary machining operations.
- Increased total end part accuracy by 14%.
As new production technologies evolve, new technical challenges arise in manufacturing the best possible part. Often a contract manufacturer has to tune the new process significantly the first time it attempts production to understand elements such as shrinkage, surface finish, and repeatability. Additive manufacturing (AM) is no exception, and yet tools to track these elements for this production methodology have lagged behind. That is now changing.
Most manufactured goods follow a common process through their life cycle to production. Design, manufacture, inspect is a generalized way to consider process, stages, and responsibilities, each one being key to producing high-quality parts. Depending on the complexity and nature of the part being manufactured, the real workflow can have many tuning loops and feedback.
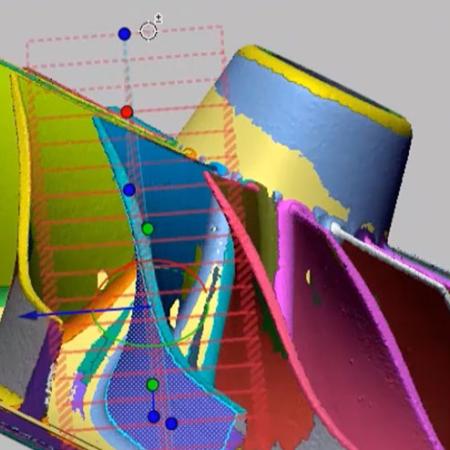
The following workflow example demonstrates how the Artec 3D Space Spider scanner and Geomagic Control X software together provided total shape capture and analysis on 3D-printed wax casting patterns and cast parts at all stages in the design, prove out, and manufacturing process.
Geomagic Control X from 3D Systems is an industrial metrology software that enables root cause analysis (RCA) and correction for manufacturing. As a 3D scan-native software, Geomagic Control X is an ideal solution for metrology with portable measurement devices. With Geomagic Control X, more people in your organization can measure faster, more often, and more completely—from anywhere.
The total solution provides unique insight into successful production in a complex manufacturing process. The result? Greatly-improved overall final part quality, accuracy, and repeatability.
Part being scanned
Design
For this workflow example, we replicated a real customer project, but generalized the details. In this case, the customer was developing a specialized, autonomous-driving, light-duty vehicle. To speed time-to-market, they selected and combined a range of components and systems from vehicles on the market today to complete a working prototype. In this process, they found a specific steering knuckle (one each per) was valuable to the project and they needed to digitize and capture the design so that they could further modify and manufacture it in a light-weight material.
To begin work, they 3D scanned and reverse engineered the original casting. They used the Artec 3D Space Spider scanner for rapid digitization and then quickly and accurately modeled the part in Geomagic Design X with a unique hybrid-modeling approach. Typically, customers will follow either an as-built (very accurate) or design-intent (dimension-driven) modeling method. A hybrid modeling approach consists of combining both of those concepts to deliver a CAD solid model result that has both dimensioned features as well as highly-accurate NURBs surfaces. Using this strategy, they completed the model in under 1.5 hours and live-transfered to SOLIDWORKS as feature-based CAD.
Casting
Investment casting is a trusted manufacturing methodology that dates back 5,000 years and has been established in global industrial manufacturing since the dawn of the industrial revolution a few hundred years ago.
The casting process is now quite mature, repeatable, well-known, and covered by simulation software to help reduce the chance of internal part defects. With an experienced foundry partner and minimal customer effort, it’s possible to deliver additively-manufactured patterns and produce parts that are free of internal defects and generally exceed commonly-held process tolerance expectations for casting.
Customers who actively participate in testing the result and process iteration can expect to achieve significantly higher-quality output when tuning their part geometry because of the stability of the casting process itself.
Conclusion
Efficiency is key to maintain profit and reduce waste in human and manufacturing cycles. With the Artec 3D Space Spider scanner and Geomagic Control X, we were able to improve the total overall quality of the manufactured part by analyzing each stage of the process with the minimum possible tuning cycles and iteration. Reducing iteration and guesswork, saving time and money, and faster time to market are key benefits of using a total solution for high-quality 3D scanning and scan-native industrial inspection software.